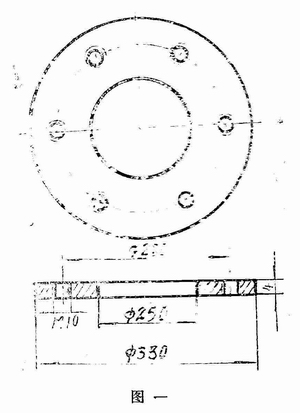
The process innovation of the carbide barrel flange
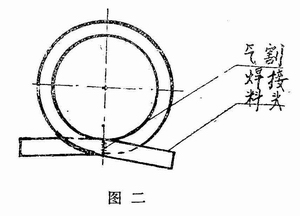
The original process for manufacturing this flange was to: after heating the 40×4 mm flat iron, it was placed on a special curved flange machine and turned into the shape shown in Figure 2. Then, the material head and the electric welding head were cut off according to the figure. Drilling tapping, made of flanges. The disadvantages of this process are many:
1, corrugated wrinkles, poor quality;
2, consumption of materials, labor, and energy. A flange of two materials total 300 mm long, both the material head and the chuck, can not save, each actual consumption of 1.5 kg, the weight of the part itself is only more than 1 kg.
3, the production efficiency is low, not for production needs.
In response to these shortcomings, we have innovated the flange manufacturing process and conducted many tests, and we have achieved satisfactory results.
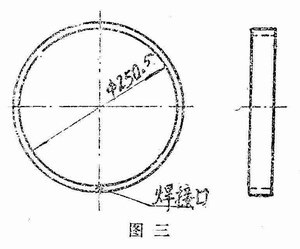
The improved process is:
1, bent into a ring as shown in Figure 3;
2, the whole circle;
3, electric welding head;
4. Formed on a 120-ton punch press and turned into nearly 45°, as shown in Fig. 4.
5. Annealing the stamped and deformed flange to eliminate work hardening. We heat-anneal the joints by gas welding.
6, the second press flat, you can.
The advantages of the innovative process are:
1, high production efficiency, can be increased by 4 times than the original process;
2, each saving 0.25 kg of steel;
3. Save energy (coal, oxygen, and acetylene) by about one-third.
6 Blade Ceiling Fan,Six Blades Ceiling Fan,Ceiling Fans With Remote,Six Blade Ceiling Fan
Jiangmen MagicPower Electrical Appliances Co.,Ltd. , https://www.mpceilingfans.com